仕様データ
- メーカー:キーエンス
- 本体質量:約8kg
- 繰り返し精度:±3μm
- 指示誤差精度:±(7 + 9L/1000)μm
- 測定範囲:W2000mm/D1200mm/H1000mm
- 最小表示単位:(距離)0.0001 mm(角度)/0.0001度
- 耐環境性:温度+10~35℃/湿度20~80%RH(結露無きこと)
- 本体寸法:(カメラユニット)幅518.0mm/高さ388.6mm/奥行き979.8mm

「三次元測定機なんてどれも同じでしょ」
そんなふうに思っている方にこそ見てほしいサイトです。一口に三次元測定機といっても、測定精度や操作性、接触式や非接触式、測定室が必要or不要、インラインorオフライン対応と様々な違いがあり、機器の種類も多様化してきています。そんな三次元測定機の違いを解説し、現場の課題に合った機器を紹介します。
三次元測定機メーカー15社(※)が提供している門型・アーム型・卓上型・ハンディ型と様々な製品を調査し、導入企業の声が公式HPで掲載されている「信頼できる三次元測定機」をピックアップ。 そのなかで「測定精度・安定性に優れている機器」「使いやすさ・汎用性に優れている機器」「実績・実例が豊富な機器」という3つに分けて、それぞれの三次元測定機が他と何が違うのか、どんな課題を解決できるのかを詳しく解説します。

引用元:キーエンス
(https://www.keyence.co.jp/ss/products/measure-sys/xm/007/2111_01.jsp)

引用元:東京精密
(https://www.accretech.jp/product/measuring/cmm/zeiss_xenos.html)

引用元:ミツトヨ
(https://www.mitutoyo.co.jp/products/measuring-machines/cmm/standard/191-583/)
上記で取り上げた3つの三次元測定機をより詳しく見ていきましょう。
使いやすさ・汎用性を求めるなら…

XMシリーズの最大の魅力は、「ノギス感覚で使える」操作性。手持ちのハンディプローブを対象物に当てるだけで、本格的な測定が行なえます。複雑なプログラムの設定、手間のかかるコマンド選択は不要。「①測りたい要素を選択し、②測る場所にプローブを当て、③測りたい項目(距離・確度など)を選ぶ」という3ステップで、測定できます。画像付きの手順書が内蔵されたチュートリアル機能を搭載しているので、初心者の方でもマニュアルを見なくても操作が可能。インターフェースも画像やアイコンを多用した視覚的にわかりやすいデザインとなっており、習熟度を問わない操作性を実現しています。
繰り返し測定の簡単さも特筆に値。一度実行した操作を同じ場所・同じ手順でナビゲーションしてくれる機能があり、画面で表示される指示に従えば誰でも簡単に測定ができます。画面上にOK/NGの自動判別がリアルタイムで表示されるため、効率的に作業を行なうことができるでしょう。
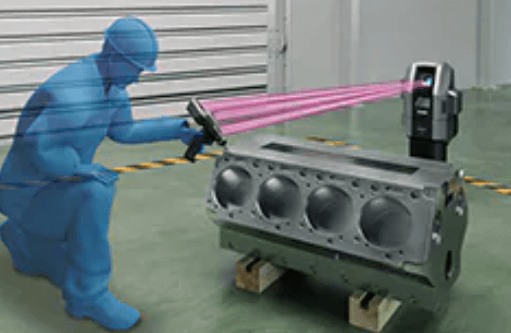
使う場所を選ばない汎用性の高さも、XMシリーズが多くの現場から選ばれる理由の一つ。耐環境性に優れ、温度10~35℃、湿度10~80%の環境下ならどこでも、精度の高い測定ができます。ポータブル仕様で、厳重に温度管理された測定室、広大な設置スペース、コンプレッサなどはいずれも不要。現場に持ち込んで大型のワークを測定することもできますし、事務所やオフィスのデスクといった小スペースでの測定も可能です。
カメラ部分をステージから取り外しできるのも、見逃せないポイント。アタッチメントの延長ポールや三脚などにカメラを設置することができ、床に置いた状態でワークを測定したり、加工機にワークを固定したままで機上測定したりといった具合に、様々なシーンに合わせた活用も可能となっています。
ハードな環境でも安定した測定を可能にするため、材料や設計にも配慮。ハンディプローブ内部には耐熱性に優れた石英ガラスを使用し、ホコリや汚れが混入しやすいブリッジ(測定部)はあえて廃し、先端の光学原理を駆使することで、環境に左右されない安定した測定を実現しています。
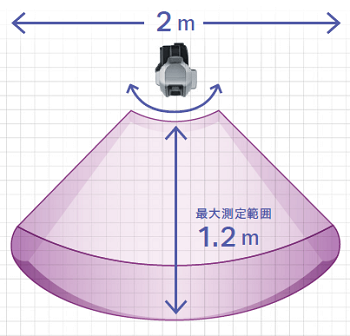
オフィスのデスクにも設置できるコンパクトな仕様でありながら、性能の高さは折り紙付き。レンズの中心位置で常にワークを捉える独自構造を採用し、繰り返し精度±3μmという高精度測定を可能にしました。固定式の一般的なカメラではワークを中心で捉えるのが難しく測定が不安定でしたが、XMシリーズはカメラ部分を可動式にすることにより従来品の弱点を克服しています。
測定範囲は最大で2mで、大型のワークにも対応可能。左右±40度、上下±25度にカメラが動くことにより、広範囲の測定を可能にしています。カメラの視野のなかにプローブがあれば、様々な角度からワークにアプローチすることができるので、取り回しの悪さに頭を悩ませることもありません。
検査成績書や作業手順書を自動で作成してくれる機能も標準で搭載。これまで作業現場を悩ませていた書類作成の工数を大幅に削減してくれます。画像付きで測定箇所と測定内容をわかりやすくレイアウトしてくれるため、取引先との信頼性向上にも寄与してくれます。
ここでは、キーエンスXMシリーズを実際に使用している企業の声を「導入の経緯」「特に役立った機能」「どんな課題が解決できたか?」の3点に絞ってお届け。創業100年を超える老舗の切削メーカーである池田製機工業所の導入事例を紹介します。

手軽に使えて十分な精度が得られる機器が欲しかった
以前は、ハイトゲージやノギス、マイクロメータなどを使用した手作業での測定と、門型の三次元測定機の二つを使用していました。「すぐに測定したい」という時は手作業で、「時間がかかっても高精度の測定が必要」という時は門型、というように使い分けていたんです。しかし、手作業は手軽だけど精度が不十分、門型は高精度だけど手間がかかる、と一長一短。そこで、この二つの中間に位置する測定機具、「手軽に使えて必要な測定精度が得られる」機器が欲しかったのです。
知人を通じてキーエンスのXMシリーズを知り、営業の方にデモをお願いしました。そこでカタログどおりの高精度の測定が確認でき、価格も予想の範囲内だったので、その場で購入を決めました。
10分かかりそうな測定が30秒で!
門型に比べて、とにかく測定スピードが速い。門型なら10分はかかりそうな測定も、30秒で計測できました。しかも高精度です。本体カメラから認識できる場所ならどんな場所でも測定できる機能が良いですね。門型やノギスなどで測りにくい奥まった場所も簡単に測れます。また、プローブに小型カメラが内蔵されていて、計測と同時にワークの撮影もできる点も魅力です。モニタに撮影した写真を表示させ、そこに測定結果を重ね表示できる仕様は、納得感、現実感が全く違いますね。
資料の高度化と作成時間の削減を実現
何より驚いたのは、耐環境性です。夏の暑い時期に門型測定機でキャリブレーション前の状態を試したときは、温度差の大きい状況で測定値に80㎛のズレが出たことがありました。XMシリーズは、温度や平坦性の影響を受けず測定できるので、現場としてとても助かっています。
また、お客さまに製品を納品する際は、寸法の測定値を記した検査報告書を提出しなくてはなりません。従来は、お客さまからお借りした図面に測定値を手書きで書き込んでいましたが、XMシリーズはプリントアウトした検査表をそのまま資料として提出できるので、資料の高度化と資料作成時間の削減、両方を実現することができました。
| 社名 | 株式会社キーエンス |
|---|---|
| 本社所在地 | 大阪府大阪市東淀川区東中島1-3-14 |
| 電話番号 | 06-6379-1111 |
| 公式HPのURL | https://www.keyence.co.jp |
測定精度・安定性を求めるなら…

ZEISS XENOSの特徴は、高い精度と再現性を実現したVAST goldセンサを標準で搭載している点です。VAST goldセンサは、最長800mm、最大500gまでのスタイラスを使用できるよう設計。非対称スタイラス・コンフィグレーションにも対応可能。ナビゲータ機能も搭載しており、高いスキャニング速度を実現しています。
一般的な三次元測定機の場合、熱膨張対策のため温度補正が必要になりますが、XENOSは熱膨張がほぼゼロに等しい「Zerodur(ゼロデュア)」というガラスセラミックスをさらに高分解能仕様に改良。加えて表面張力フローティング方式を用いて、バイメタル効果の影響を受けないように調整し、温度補正の不確かさを排除しています。

もう一つの特徴は、全自動フィーディングシステムを搭載しているZEISS CenterMaxでの実績を活かした、新たな機械設計。標準的な門移動形の三次元測定機とは異なり、移動軸すべてをクランプ領域から隔離する側壁の上部に、Y軸ガイドウェイを設置しています。クロスビームだけがY方向に移動することで、移動質量を抑制&常に一定にすることが可能。軽量化と移動質量の一定化により、加速や最高速度の駆動を適宜調整することができます。
また、精度を左右する本体の主要構造部分には、炭化ケイ素セラミックを独自に採用。従来のアルミナセラミックよりも低膨張、高剛性、軽量といった特徴を持っています。これにより様々な研究機関や自動車産業、航空宇宙産業といった極めて高い精度が求められる分野の要求にも応えています。

分解能とは、計測できる一番小さな値のこと。計測器が確実に検知できる最低の値とも言われます。ZEISS XENOSは、極小のズレも見逃さない高い分解能も特徴的です。
一般的な三次元座標測定機とは異なり、 すべての軸でリニア駆動を採用。これまで測定機にリニアドライブを搭載し実用化した事例は少なく、XENOSの特徴的な構造となっています。リニア駆動により、高速、急加速、高い位置決め精度、せん断力の生じない駆動などを実現。高分解能のスケールとリニア駆動の相乗効果によって、非常に高いトーレス性と、100ナノメートル未満という非常に高い位置決めを行うことが可能です。
また、スタイラスのたわみがより一定になることで、高い精度を実現。曲面の測定時に実感できる点もメリットの一つで、スタイラスが指定された移動経路をより確実にたどることで、より正確な誤差の定義を行うことが可能です。
ここでは、ZEISS XENOSを実際に使用している企業の声を「導入の経緯」「特に役立った機能」「どんな課題が解決できたか?」の3点に絞ってお届け。紹介するのは、ヨーロッパで早くからZEISS XENOSを導入したドイツの「Stangl&Co. GmbH」社の事例です。

スピードと品質保証の両面で競合に勝つために
大量生産用のラインを立ち上げる際には、複数の調整ループを行ない機械をメーカーの要件に合わせていくことができますが、試作品では最初から許容範囲内に収めなければなりません。
許容範囲内にない課題が複数生じた場合、個々の部品の相互作用を計算したり、他の領域で調整を行ない問題を改善するなど、原因の発見に多くの時間と労力がかかります。測定結果の文書化でも同様の問題が起き、対策として非常に厳しい精度要件があった場合は外部に委託していましたが、対応の柔軟性に限界がありました。そこで、結果をより迅速に取得し、品質保証の面で競合他社に勝つためにZEISS XENOSを購入したのです。

高レベルの測定でワークのクランプが真円度エラーを検出
ZEISS XENOSは、測定範囲1立方メートルにおける長さ誤差がわずか0.3マイクロメートル。この高レベルの精度のおかげで、ワークのクランプが真円度エラーを起こしているかどうかを判断できるようになりました。トラブルシューティングを非常に素早く行えるようになったことで、工程全体の最適化にもつながっています。また、機械のリニア駆動のおかげで、XENOSでの測定をより迅速に行えるようになりました。

大幅な測定時間の節約を実現
測定プロセスをさらに高速化するために、ZEISSが専用のロータリテーブルを開発。それにより、複雑な部品を検査する場合でもスタイラスの交換回数を削減することができました。「プロトタイプ構築中における測定時間とそれに費やすリソースは、この5年間で大幅に増加しました。ZEISS XENOSを使用することで、次に何が来てもまったく問題なく対応できます」と同社でマネージングディレクターを務めるStefan Kulzer氏は導入の効果を語っています。
| 社名 | 株式会社東京精密 |
|---|---|
| 本社所在地 | 東京都八王子市石川町2968-2 |
| 電話番号 | 042-642-1701 |
| 公式HPのURL | https://www.accretech.jp/index.html |
実績・実例の豊富さを求めるなら…

航空機のジェットエンジン部品を手がけている企業や、航空・宇宙関連の精密部品を手がける企業、自動車関係の部品を扱う企業、産業用機械部品や治工具、精密部品加工を行っている企業など、特に高い精度を要求される現場で幅広く納入実績があります。
測定機が持つ本来の精度を保証しながら、スピーディーな測定を実現。オペレータが指定した測定経路(設計値) に従って倣う測定機能を搭載しているので、高速でも理想の軌跡を制御し、加減速で生じる誤差を補正することで高速・高精度倣いが可能です。また、最大許容長さ測定誤差1 E0,MPE =(1.7+3L/1000)μm を保証。一般的に高精度と呼ばれる E0,MPE =(2.5+ 4L/1000)μmクラスの三次元測定機よりもさらに高い精度で、タービンやブレード、インペラ等、形状が複雑で、加工精度のムラや設置位置のズレが起きやすく、困難だったワークの測定も可能にしています。

1934年創業、神奈川県川崎市高津区に本社を置く世界有数の大手総合測定機器メーカー・ミツトヨ。マイクロメータ、ノギスなどの測定工具から座標計測機器、形状測定機器、画像及び光学測定機器などのシステム機器を数多く取り扱い、国内のみならず世界でシェアを広げている企業です。創業以来「品質第一」にこだわり、部品の開発、製造から組み立て、完成まで自社一貫対応。長さ・かたちや複雑な立体、微細や状態など、創業時から一貫して 「測ること」に向き合い続けています。
CRYSTA-Apexは、そんなミツトヨが、長年培った三次元測定技術をベースにさまざまな新技術を導入し、高速・高精度・低価格といった市場の厳しい要求に応えるべく開発した汎用CNC三次元測定機です。精度、スピード、多様性を追求したVシリーズや、5軸制御スキャニングプローブヘッドを搭載したEXシリーズなど、さまざまなニーズに応える幅広いラインナップを揃えています。

精密測定機器の活用範囲が広がり、品質管理部門や加工現場など、幅広いシーンで導入の動きが拡大する中、工作機械等と同様に、精密測定機器でネットワークを通じた稼働状況の確認や機体の保守管理が行える「スマートファクトリー化」への要望が強まっています。
そこでCRYSTA-Apex Vシリーズでは、市場のニーズに応えるべく、ネットワークによって製造工程を一元管理する3つのアプリケーションを搭載。ネットワーク接続された三次元測定機の稼働状況を集中監視できるステータスモニターや、危機の状態情報を常に収集・蓄積し、突発的な稼働停止などを防いでくれるコンディションモニター、計測データをサーバーに収集・蓄積しリアルタイムに統計処理するメジャーリンクといった機能により、三次元測定機のリアルタイム監視を行うことが可能です。IoT活用やライン組込などによる業務の生産性向上や自動化もサポートしてくれるので、「FA化も含めて相談してみたい」という現場の方におすすすめです。
ここでは、RYSTA-Apexを実際に使用している企業の声を「導入の経緯」「特に役立った機能」「どんな課題が解決できたか?」の3点に絞ってお届け。近年注目を集めているカーボンコンポジット製品を手掛ける東レ・カーボンマジックの導入事例を紹介します。

ノギスなどのハンドツールに限界を感じ…
東レ・カーボンマジックは、近年金属製品の代替素材として注目される「カーボンコンポジット」と呼ばれる製品を製造しています。金属材料同様に、高い加工精度が求められる製品も多いカーボンコンポジット。中でも、医療機器の部品では、精密機械を取り付けるための穴位置や穴径などの正確な測定を行わなくてはなりませんが、ノギスなどのハンドツールでは不十分。そこで、CNC三次元測定機「CRYSTA Apex S」を導入し、多数の製品の品質管理に取り組んでいます。

誰でも容易にプログラミングできる
2014年にCNC三次元測定機「CRYSTA Apex S 122010」を導入後、事業の拡大にともない同測定機がフル稼働するようになったことから、2017年には「CRYSTA Apex S 9108」を追加で導入。現在はCRYSTA Apex Sの2台体制を敷き、多くの製品に対する品質管理に取り組んでいます。CRYSTA Apexの魅力は、プログラミングが誰でも容易に行える点、初心者でも手軽に取り組める点ですね。

ハイレベルな品質管理が可能に
設計の自由度が高く、自由形状が取り入れられることが多いカーボンコンポジット製品。東レ・カーボンマジックでは、3軸では難しかった形状測定を可能にする5軸制御の三次元測定機を駆使して、ハイレベルな品質管理と、新たな製品開発に挑んでいます。レーシングカーからスタートし、航空機、自動車、産業機械、医療機器などから、さらに宇宙産業やエアロモビリティなど、多様な領域に勢いよく拡大。たゆまぬ努力によってカーボンコンポジット製品市場をリードしています。
| 社名 | 株式会社ミツトヨ |
|---|---|
| 本社所在地 | 神奈川県川崎市高津区坂戸1-20-1 |
| 電話番号 | 044-813-8201 |
| 公式HPのURL | https://www.mitutoyo.co.jp |
三次元測定機とは、立体の寸法や形状を三次元で測定する計測器の一種です。測定された情報はX・Y・Z軸の座標で示され、これらの座標情報を重ねて立体の寸法・公差を測定します。
三次元測定機の種類を測定方式で大別すると、接触型と非接触型の2種類があります。接触型三次元測定機は、測定子の先端にあるプローブと呼ばれる接触子を立体に接触させて三次元測定を行うもので、非接触型三次元測定機は、立体に接触せずレーザーを用いて三次元測定を行うものです。
二次元の対象物であればメジャーなどを用いて簡単に測定を行えますが、三次元の対象物を迅速・正確に測定する必要がある現場では、三次元測定機の導入が不可欠になるでしょう。
ひと昔前の三次元測定機といえば、「門型」が主流でした。ですが、ワークの形状が複雑化・小型化していくにつれ、三次元測定機はより高い精度・生産性が求められるようになり、その姿を様々な形に進化させていきました。2022年現在、門型だけでなく、卓上型・アーム型・ハンディ型など、様々なタイプの三次元測定機が登場しています。

導入にあたって大事なのは、
“どんな課題を抱えているか”
一般的に門型の三次元測定機は、高い精度が求められる測定に向いています。ただ、大きな設置スペースや厳重に温度管理された測定室が必要となるだけでなく、作業員の習熟度も求められるなど導入のハードルの高さが難点でした。そこでより小スペースで、使う場所を選ばず、操作性も比較的簡単な卓上型・アーム型・ハンディ型などの製品が開発されました。 こうした種類の違いはあるにせよ、導入するにあたって大事なのは、現場の課題や現状をしっかり把握しておくこと。設置スペースや測定室といった環境面はもちろん、実際に三次元測定機を扱う作業員のスキルなども事前に把握しておきましょう。
ここでは門型、アーム型、ハンディ型・卓上型に分けて、各メーカーの三次元測定機の概要を紹介します。
※画面をクリックすると、詳細が確認できます
引用元:ミツトヨ 引用元:ミツトヨ
引用元:ミツトヨ 引用元:東京精密
引用元:東京精密 引用元:東京精密
引用元:東京精密 引用元:東京精密
引用元:東京精密 引用元:ヘキサゴン・メトロジー
引用元:ヘキサゴン・メトロジー 引用元:アサノ
引用元:アサノ 引用元:ヘキサゴン・メトロジー
引用元:ヘキサゴン・メトロジー 引用元:中村製作所
引用元:中村製作所 引用元:東京貿易テクノシステム
引用元:東京貿易テクノシステム 引用元:FARO
引用元:FARO 引用元:Nikon
引用元:Nikon 引用元:小坂研究所
引用元:小坂研究所 引用元:ヘキサゴン・メトロジー 引用元:キーエンス
引用元:ヘキサゴン・メトロジー 引用元:キーエンス 引用元:キーエンス
引用元:キーエンス 引用元:東京貿易テクノシステム
引用元:東京貿易テクノシステム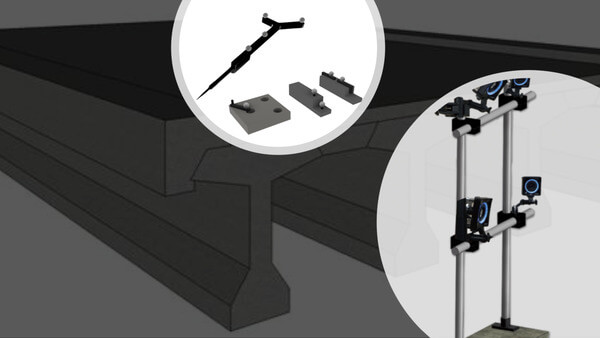 引用元:アキュイティー
引用元:アキュイティー 引用元:イースタン電子工業株式会社
引用元:イースタン電子工業株式会社 引用元:SmartScope
引用元:SmartScope高い開発力と資金力が求められる三次元測定機を製造・販売できるメーカーは日本国内でそう多くはありません。ここでは当編集チームがピックアップした15社(※)についてお伝えします。
※「三次元測定機」とGoogle検索し、上位表示されるメーカーを15社選出しました。(2022年5月調査時点)
1934年の創業時から一貫して 「測ること」と向き合い続けている、世界有数の総合測定機器メーカーです。測定工具から座標計測機器、形状測定機器、画像及び光学測定機器など、世界でも類を見ない幅広い製品群を扱っています。
髪の毛の太さの1万分の1というナノレベルの精度にこだわり、微細な計測、加工する技術を確立している精密機器メーカーです。代表的な製品である「真円度・円筒形状測定機RONDCOM CREST」は、世界水準以上の超高精度を誇っています。
測定器や画像処理機器の企画から生産までを行なう大手メーカーで、46カ国に230の拠点を持つなどグローバルに事業を展開。「付加価値の創造」を理念に掲げ、チャレンジを恐れない姿勢で、国内外から高く評価される革新的な製品を次々と生み出しています。
「ツァイスのレンズ」として世界的に知られている、ドイツの代表的光学機器メーカーです。オーバーコッヘンに拠点を置き、カメラ用レンズ、顕微鏡、医療機器、三次元測定機、半導体製造装置などさまざまな製品を生み出しています。
スウェーデン・ストックホルムに本社を置く、世界的な大手測定機メーカーです。門型三次元測定機から大型、ホリゾンタルアーム、ショップフロアなど、さまざまなタイプの三次元測定機を製造。高機能・高品質と、コスパの良さで知られています。
アメリカフロリダ州を拠点に各国で事業を展開しているテクノロジー企業です。日本では、2000年にファロージャパンを設立。全国各地のセンターで、技術力を持ったセールスエンジニア、技術スタッフが質の高いサポートを提供しています。
世界的に知られている、日本の光学機器メーカーです。半導体の製造装置や電子部品の欠陥発見に使われる測定機、フラットパネルディスプレイの製造装置、再生医療や創薬などの研究サポート機器など、多彩な製品で、社会のさまざまな分野に貢献しています。
ラテン語で「規範」「規準」を意味する「KANON(カノン)」という名のブランドを展開し、各種測定機器の生産・開発に携わるプロフェッショナルツール(精密測定工具)を製造。「最高、最良の模範的商品」を追求しています。
測量業界に特化し、建築現場でのさまざまな測量・測定作業をカバーする、簡単、高性能なツールを多数販売。いずれも高品質を実現しており、信頼性の高い測量機器、そして効率的なサービスとサポートネットワークが魅力です。
ブルカー社のグループ企業として、グローバルに事業を展開している企業です。三次元測定機は「焦点移動法」を用いており、「サンプルを傷つけない」「測定スピードが速い」「広範囲で複雑形状を高精度に測定できる」点が特徴です。
顧客の要望や困りごとに応じて、数多くのオーダーメイド品を開発。世界に先駆けて開発した多関節型三次元測定機「ベクトロン」もその一つで、自動車業界の金属加工後の精度測定など、精度の高い測定が求められる現場で多く活用されています。
1979年に千葉県市川市で創業したプリント配線板製造の専業メーカーです。青砥事業所を拠点とする半導体事業部では、高精度と優れたコストパフォーマンス、使いやすさが魅力のマイクロ・ビュー三次元測定機を販売しています。
スペインに拠点を置く機械メーカーです。三次元測定機や計測用ソフトウェアなどハイレベルな計測ソリューションを提供。ソフトウェアとハードウェアをハイレベルに組み合わせた計測ソリューションで、製造プロセスの生産性アップと効率化をサポートしています。
専用のワイヤレスプローブで、リアルタイムに点、高さ、距離、幅、円、平面などを測定できる3次元寸法計測システム SKYCOM TOUCHを販売しています。東京大学や京都大学、トヨタ自動車株式会社など、企業や教育機関への納入実績が豊富です。
イギリスを拠点に、世界的な存在感を強めているエンジニアリング企業です。精密測定分野とヘルスケア分野でさまざまなソリューションやシステムを設計・開発・提供。独自の生産方式で、高精度・高品質な製品を作り出しています。
石川県に本社を置き、精密測定機の製造を行っている会社です。非磁性スタイラス、ポイントファインダー、センタリングゲージスウィングタイプ、ツールセッター、センタリングゲージなど、現場で求められるさまざまな製品を取り扱っています。測定機製作の専門業者として、現場から加工不良をなくすために日々研究や開発を行っています。
半導体パッケージやプリント基板、各種素材といったものの温度変化による熱変形を、非接触で測定できる温度可変レーザ三次元測定機を取り扱っています。Windows対応専用ソフトを活用した解析・集計機能も利用可能です。日立グループの会社であり、試験検査装置などのエンジニアリング事業のほか、アフターサービスやモノづくりにも取り組んでいます。
小型のハンディータイプでありながら、高精度の測定ができる三次元測定機を取り扱っている会社です。多関節型のアームであり、使い勝手も良い測定機といえます。三次元写真の測定やデータ処理などを中心としたハードウェア・ソフトウェアを提供していて、これまで培ってきた多くの技術で現場が抱えているさまざまな問題や課題をサポートします。
三次元測定機とは、対象物の三次元の座標を取得し、寸法・位置関係・輪郭形状・幾何公差などを高精度に測定できる測定機です。ここでは、三次元測定機についての基礎知識をご紹介。三次元測定機の使い方、どんな現場で使われているのか、気になる価格相場などをまとめてみたので、三次元測定機の導入をお考えの現場の方は、ぜひ参考にして下さい。

三次元測定機は、研究開発や製造現場で多く使用されています。従来の物差しやノギス、マイクロメーターなどでうまく測定できない複雑な形状の部品、合成樹脂などの柔らかい素材、大きな対象物の精密測定、透明フィルムのような柔らかく光の透過率の高い対象物も測定することが可能です。

非接触式の三次元測定機は、対象物に触れることなく測定ができる三次元測定機のことです。対象物に傷がつかないため、そのまま製品として使用できる点は大きなメリットです。接触式よりも測定するスピードが速い、測定をした後に加工ができるなど他にも多くのメリットがあり、近年はよく用いられるようになりました。3Dスキャナとの違いを理解し、測定対象に適した測定器を選びましょう。
三次元測定機とレーザートラッカーは、それぞれ違う特徴を持っています。しかし実際に使用する場合は、メリットがほぼ同じです。ただしレーザートラッカーの方が大きなサイズの対象物を測定できる、という点は大きな違いです。何を測定したいのか、どんな目的があるのかなどを踏まえて選択しましょう。

一般的な三次元測定器は、測定するものに合わせて段取り替えが必要ですがー、三次元マルチセンサー測定器を用いることによってこの手間がなくなります。1台でさまざまな測定が行えるようになるので、これまで段取り替えにかかっていた工数の削減や作業効率アップが期待できるでしょう。市場拡大が期待されている測定器でもあります。

三次元測定機は計測形式・操作方式・形状の違いにより、いくつかの種類にわけられます。それぞれの種類ごとの特徴から利用に適するシーンが変わるので、自社に適した三次元測定機を選ぶためには、種類ごとの特徴について知って置かなければなりません。代表的な7種類の三次元測定機について知り、製品選びに活かしてください。

三次元測定機の歴史は、1950年代後半のイギリスから始まったとされています。世界初の三次元測定機がイギリスで開発され、その後、日本でも初の国産三次元測定機が製造され、ドイツで自動測定・スキャニングに対応した三次元測定機の開発がされました。そして三次元測定機は今後も、需要が高まると予想されています。

三次元測定機と一次元・二次元測定機のどれを導入しようかと悩んでいる方は、それぞれの特徴や違いを把握してから選ばれることをおすすめします。一次元では長さを、二次元では寸法を…と、それぞれの測定機には測定対象の違いがあり、何を測定したいのかによって選ぶべき測定機が変わります。それぞれの特徴を把握すれば、適した測定機を選べるでしょう。

ロータリーテーブルとは三次元測定機での測定対象物を、回転させるためのものです。測定対象物が回転することにより、さらに精度の高い測定が行なえ、測定作業の効率もあがります。またz座標の測定も可能であるなど、対象物をさまざまな方向から測定したい場合に役立ちます。目的に適した測定機を選びたいと思われているなら、ロータリーテーブル搭載三次元測定機についての基礎知識を備えておいてください。

三次元測定機もCTスキャナも、どちらも立体物を検査・測定できる機械です。しかし両者には違いがあります。まず三次元測定機はレーザー光の照射・反射により測定するのに対して、CTスキャナはX線の透過により測定を行うのが大きな違いです。また測定できる対象物も異なります。そこでここでは、三次元測定機とCTスキャナの特徴とちがいについて解説します。

三次元測定機とマンドレルはどちらも対象物の測定時に使用されますが、それぞれ特徴が異なります。測定スピード・測定精度・コスト・対象範囲などを含め、測定する対象物ごとに、どちらが適しているかを考えてみましょう。

5軸制御型の三次元測定機は、従来の三次元測定機に比べると、複雑なワークが測定できる、計測スピードがアップする、さらに正確に測定ができるなどさまざまなメリットがあります。より効率よく測定できるように、適した製品を選定しましょう。

CNC三次元測定機は、製品の形状・寸法を測定するための装置です。コンピュータ数値制御機能を搭載しているため、測定子を直接製品に接触させることで座標値を取得、高精度な測定が可能。信頼性の高い測定ができることから、複雑な製品の品質管理や設計ができます。業務を効率化し、コスト削減するにはCNC三次元測定機が適しています。

三次元測定機が劣化した場合には、メンテナンスやオーバーホールが必要です。しかし、製造元が廃業している場合など、メンテナンスが困難になる場合があります。 そのような場合には、新しい機器に買い替える前に、レトロフィットを検討してみてください。機能や精度を復元できるうえ、さらに新しい機能を追加することも可能です。

ワイドエリア三次元測定機は、大型の対象物を正確に測定するための機器です。通常の三次元測定機は測定範囲が限られ、操作も難しいため、大型の対象物には適していません。
一方、ワイドエリア三次元測定機は持ち運びが容易で操作も簡単なため、少人数でも大型の対象物を測定できます。
三次元測定機は、スキャニングや表面粗さ、歯車、テーパーのように対象や用途に合わせた多様な測定が可能です。

三次元測定機の精度を高めたい、測定をスピーディーに行いたいというときに活用したいのが、三次元測定機の測定プログラムです。プログラムがあれば、操作に慣れていない人でもスムーズに測定ができ、高い精度が保たれるでしょう。ただし活用時はリードタイムが伸びる・プログラムの作成に技術が必要などの注意点もあります。用途に応じて、測定プログラムを活用するべきかどうか考えてみましょう。

三次元測定機の中でもスキャニング測定ができるものは、非常に素早く、かつ高精度に測定が可能です。そのため、正確な測定を求めている場合はスキャニング測定機能が搭載されているものを選択すると良いでしょう。スキャニング測定の仕組みやタッチプローブによる測定との違い、実際にはどのような製品事例があるかなどを解説します。

三次元測定機では、ハンドツールでは測定できない「仮想点」や「仮想線」も測定可能です。仮想点や仮想線は図面上だけにしか存在しない数値ですが、三次元測定機ならプロープを用いて現実的に測定することができます。R形状のものや立体になっている形状のものならより品質や正確性を高められるようになるので、三次元測定機による仮想点と仮想線の測定について解説します。

曲げRとは、カーブを描いた製品を製造する際に行われる曲げ加工で発生する曲げ部分の内側の丸みのことをいいます。曲げRを三次元測定機で測定したいと考えた場合は、導入予定の測定機で曲げRの測定が可能か確認しておかなければなりません。おさえておきたい曲げRの概要と三次元測定機による曲げR測定の課題・解決法を解説します。

歯車を三次元測定機で測定する際には、通常の歯形形状誤差や有効形、圧力角などの各種精度を高い精度で測定する必要があります。
しかし、歯車は回転物であり、歯車の種類によっては切り立った部分や複雑な形状があるため、高精度で測定できる歯車試験機能を搭載した三次元測定機を使用するのが適しています。

三次元測定機でも、テーパーの測定は可能です。テーパーは円錐状の製品の両側の角度を足したものを指しており、片側の角度だけを指す「勾配」とは違う意味があります。それぞれの言葉の違いを知ったうえで、三次元測定機でのテーパーを測定しましょう。

表面粗さとは、部品の加工面の凹凸を表している数値です。見た目の品質の指標となり、製品の特性も大きな影響を及ぼします。三次元測定機による表面粗さの測定には、接触式と非接触式の2種類があるため、対象物ごとに適した方法を見極める必要があります。

三次元測定機は、リバースエンジニアリングに用いられています。通常の製造工程とは逆の工程で、既存製品を分解して解析したり、すでに図面がない製品の図面を作り直したりするなど、リバースエンジニアリングにもさまざまな目的があります。三次元測定機ではどのようのリバースエンジニアリングが行われるのか、チェックしておきましょう。

測定するものの状態や種類によっては、投影が必要な場合があります。投影とは、そのままの状態では正しく測定できないものを他の面にうつす方法です。立体形状を持っていない要素を測定する際などには投影を行わなければなりません。投影する際に重要になるのは、基準面の場所です。正しく基準値を設定することにより高精度の測定につなげられます。
製品の寸法精度や形状の正しさをチェックするうえで欠かせないのが「幾何公差」です。三次元測定機を使えば、直角度や平行度、位置度などの複雑な測定もスムーズに行えます。

三次元測定機で測定できる数値のひとつであるのが「直角度」です。直角度とは、基準となる線・面に対して、線・面が直角であるかどうか、どれほど角度が狂っているのかを判定するためのもの。三次元測定機であれば、基準と測定対象物にスタイラスを当てるだけで直角度を測定で便利です。三次元測定機による直角度の測定について解説します。

三次元測定機ではさまざまな値を測定できますが、「平行度」と呼ばれるものも測定可能です。「平行度」は「平面度」と似ていますが両者には明らかな違いがあり、平行度は指定したデータムに対して平行であるかどうかを測定するため、基準が存在しない平面度とは測定結果が異なります。三次元測定機導入の前に知っておきたい「平行度」について解説する記事です。

三次元測定機で測定できる値のひとつに「円筒度」があります。円筒度とは円筒の円と垂直部分の正確さを測定するためのものです。似たものとして「真円度」がありますが、真円度は円の正確さのみを測ります。円筒形の対象物を測定したいと思われているなら、三次元測定機で円筒度を測定するにはどのようにするのか、円筒度の詳細も含めて知っておいてください。

三次元測定機では「位置度」を測定可能です。位置度とは図面と比較して、実際の製品にどれほどの相違が生じているかをはかるための規格を指します。特に複数の穴が開けられている製品において重要です。位置度の測定を目的として三次元測定機を導入しようとする場合、どのように位置度を測定するのか、その流れについて把握しておきましょう。

三次元測定機では「輪郭度」も測定可能です。輪郭度とは直線ではない線や曲面の正確性を表す数値のこと。輪郭度を測定するには形状測定機や投影機を用いる方法もありますが、いずれも線か面のどちらかしか測定できません。さらに精度も低い傾向があります。線も面も測定でき、高精度で簡単に測定が完了する三次元測定機による輪郭度測定について解説する記事です。

三次元測定機を用いることにより、真直度が測定できます。真直度とは幾何公差の一つであり、どれだけまっすぐかを示すためのものです。正しい直線と比較した場合、どの程度狂いが発生しているかを表します。真円度測定機を使用して測定する方法もありますが、三次元測定機を選択することによって工数削減を目指すことが可能です。

三次元測定機を使用することによって同軸度や同心度の測定が可能です。同軸度とは、2つの円筒の軸が同軸であって中心軸がずれていないことを示すもの、同心度は2つの円筒の軸が同軸で中心点がずれていないことを示します。ダイヤルゲージによる測定方法とは異なり、三次元測定機を使用すれば対象物を傷つけることなく測定可能です。

対称度とは、基準であるデータムからみてどの程度対称の位置関係にあるかを示す幾何公差のことをいいます。ノギスやマイクロメーターなどを使って測定することもできますが、精度を重視したいと考えているのであれば三次元測定機を利用すると良いでしょう。測定方法は非常に簡単で、データの記録も同時に行えることから効率も良いです。

傾斜度とは「基準となる直線・平面からの傾斜の正確性」を求めるためのものです。傾斜は角度を生じさせるものですが、傾斜度では角度のバラつきを求めるため「°」ではなく「mm」で表されます。ダイヤルゲージを用いて測定することもできますが、三次元測定機を使用する方が正確かつ簡単です。三次元測定機でどのように測定するのか解説します。

三次元測定機で測定できる振れ公差(円周振れ・全振れ)とは、円筒形の部品を回転させたときの振れの変動値のことです。円周振れは回転させたときの一部のみの振れを、全振れは表面全体の振れの指定のことを指します。両方とも三次元測定機で測定可能なものであり、軸やローラーなど、回転する部品の正確性をはかるための測定方法について解説します。

三次元測定機と真円度測定機はいずれも幾何特性を測定するための機器ですが、それぞれにメリット・デメリットがあります。さまざまな対象物を効率的に測定するには三次元測定機が向いていますが、低コストで簡単に高精度の測定を行うには真円度測定機が向いているでしょう。目的や用途に応じて使い分けてください。
三次元測定機の導入や日常運用を成功させるためには、正しい使用方法や定期的な校正、温度管理などが欠かせません。

三次元測定機を使用する際は、①温度・環境を整える、②キャリブレーション(初期設定)、③位置合わせ、④座標軸の設定、⑤寸法測定、という5つのステップが必要です。正しい設定で行なわないと高精度な測定結果が得られないので、注意しましょう。

三次元測定機のキャリブレーションは、測定機・センサーなどの精度を維持するために行われる調整・補正を目的として行われています。定期的なメンテナンスの1つとして、半年・1年・2年と期間を決めてキャリブレーションを行いましょう。

三次元測定機のトレーサビリティは、「計量トレーサビリティ」と呼ばれています。測定機がどのような標準器によって校正されているかを明らかにすることを意味しており、測定機の品質を確かめるためにも必要です。測定機の品質を証明するためにも、その測定機は誰が・いつ・どこで校正したものなのかをはっきりさせておくことが重要でしょう。

三次元測定機は、精度の高い測定をするために、そして機器本体の寿命をできるだけ延ばすために、温度管理が重要とされています。温度管理がきちんとできていれば、品質の高い測定がかなえられるはずです。どのように温度管理するべきか、現状を確認したうえで適した方法を選択しましょう。

三次元測定機の稼働率が低下する原因としては、設備エラーが発生していることに作業員が気づかないケースがあります。そのため、稼働率を向上させるためには、作業員が頻発するエラーに気づきやすい仕組みを整えることが重要です。

三次元測定機を使用する際に必要になるのが、コンプレッサーです。コンプレッサーは三次元測定器の動力源とも呼べるものです。コンプレッサーを選ぶ際には、品質やドレン対策、性能、静音性などに注目しましょう。適したコンプレッサーを選べなかったような場合、トラブルに繋がってしまう恐れもあるので、注意が必要です。

ワークを固定する器具は、測定の対象物に合わせて選びましょう。固定器具を使用することで、専用治具を作るよりもコスパが良いケースもあります。ここでは、ワークを固定する器具を一部紹介していますので、参考にしてください。

三次元測定機のマスターボールは、複雑で扱いにくい三次元測定機を使いやすくするためのものです。三次元測定機を使用するには、専門知識があり作業手順を知り尽くした人が必要です。
しかし、マスターボールは複雑な三次元測定器を使いやすくし、汎用性を高めるだけでなく、高精度の測定結果を日常的に得られるのが特徴。

三次元測定機のスタイラスは、選定の際にポイントがあります。正しく選定しないと測定誤差が出るため、先端で使用する素材やスタイラスの長さなどをしっかりと検討する必要があるでしょう。

三次元測定器では、プローブを使って測定が行われます。プローブにもさまざまな種類があるため、それぞれのプローブの役割を知ったうえで選ぶことが大切です。またプローブを使用する際は注意点・確認しておきたいことがあります。三次元測定器にとってプローブが必要な理由と種類・役割、使用するうえで確認しておきたいことを知っておきましょう。

三次元測定機用パソコンとは、機械を制御したり、測定により得られたデータを活用したりするためのものです。しかし工場内の環境の影響や経年劣化、メンテナンス不足により故障することもあります。三次元測定機用パソコンでデータを有効活用するためには、故障する原因とともに、事前に行っておきたい対策について知っておくことが大切です。

三次元測定機と組み合わせて使用されることがあるのが、3DCADです。コンピューターの支援設計が可能なCADを用いることによって、2DCADでは難しい立体的な拡張表示ができます。平面図形とは異なり、モデルを理解するのに特別な経験などは必要なく、拡大や縮小なども可能です。三次元測定機と3DCADを組み合わせることにより、より正確な測定にもつながります。

三次元測定機にはいくつかの付属品があります。スタイラス/プローブ、定盤、固定具、コンプレッサー、ソフトウェアの5つが代表的であり、これらの付属品がなければ三次元測定機で正確に計測することは難しくなります。付属品にはそれぞれ役割があるので、その役割を知っておくとともに、特注などが必要となったときに備えて製造企業の情報も知っておきましょう。
三次元測定機の活用事例を業界別・用途別に紹介します。

スマートファクトリーを導入することで、三次元測定機の成果がより明確に把握できるようになります。あらゆるデータを収集し、分析することによって、生産性の向上を図れるのも特徴です。
自動化により保守管理が容易になる点も重要で、スマートファクトリーの構築には三次元測定機が大いに役立ちます。

三次元測定機は、誤差の補正に役立つ測定器です。超高精度を求められる形状にも対応できるため、超精密加工には欠かせない設備です。三次元測定機によって測定時間を削減しながら、安定した測定ができるようになります。

立体的に部品の形状などを測定しデータ化できる三次元測定器は、非常に細かい測定が求められる医療の分野でも役立てられています。医療の分野は日々進化しており、近年は医療の分野と工学を連携させる「医工連携」に力を入れる医療機関や研究機関、自治体なども増えてきました。最新機器を開発する際にも三次元測定器が活躍します。

測定方法にはインラインとオフラインがあります。インラインが生産ライン上で自動測定で検査するのに対して、オフラインは手動で任意の箇所を測定する方法です。インラインは自動化できて全数検査ができますが、オフラインは手動で行う分より精密な検査ができます。
三次元測定機を導入する際には、用途や予算に応じた機種選定はもちろん、価格相場や補助金の活用、耐用年数、導入後の運用コストまで幅広い観点から検討が必要です。

三次元測定器の選び方について考える際に注目したいのが、自社に合っているかについてです。さまざまな製品があるので、何を測定するか考えたうえでそれに適したものを選択しなければなりません。信頼できる製品を導入するにあたり、メーカーの取引実績やアフターサポートを確認しておくことも重要です。測定の精度も確認してみてください。

三次元測定機は用途に応じて様々なタイプがあり、価格レンジもかなり幅があります。小型の卓上型・ハンディ型などの中には数百万円ほどのものもありますが、大きな門型の場合は数千万円かかるケースも。大型の場合、設置スペースや測定環境を整えるための費用もかかるので、考慮しておきましょう。

三次元測定機には耐用年数がありますが、あくまでも法律上定められた期間であって寿命ではありません。
また、寿命に関しても、三次元測定機の種類によって異なります。三次元測定機の寿命は定期的にメンテナンスを行うことによって伸ばせるうえ、使い方によっても変わってくるので、長く使えるように定期的に検査をしましょう。

三次元測定機は、メリット・デメリットを踏まえて導入のメリットを感じられるかどうかをチェックしてみましょう。三次元測定機だからこそ精度の高い測定ができるというメリットの一方で、導入のコストがかさんだりスペースが必要になったりする点がデメリットとして挙げられます。メリットとデメリットを踏まえて三次元測定機の導入を検討しましょう。

三次元測定機を導入する際には、条件を満たせば「ものづくり補助金」「躍進的な事業推進のための設備投資支援事業」と、2つの補助金制度が利用できるようになります。躍進的な事業推進のための設備投資支援事業は東京都内に事業所がある場合のみ利用可能ですが、上手に活用してコストの負担を減らしましょう。

三次元測定機は、日本だけではなく、世界的に見ても市場規模が拡大している分野です。将来的にさらにその傾向が強まると考えられており、今後ますます重要が高まっていくと予測されています。三次元測定機などの3D計測システムは正確なデータを測定するために重要な役割を果たすことから多くの業界で採用され、市場規模が伸びている状態です。

三次元測定機の導入を検討している際におすすめしたいのが、三次元測定機の展示会への参加です。展示会であれば複数の測定機が比較しやすく、より用途に合わせた測定機が選びやすいでしょう。三次元測定機に関する展示会は、各地で開催されています。こまめに情報をチェックして参加してみてください。

三次元測定機について理解を深めたいと考えているのであれば、自身で勉強することについて検討してみると良いでしょう。効率よく学びを深めたいと考えている際に活用できるのが、講習です。三次元測定機メーカーの中には講習を開催しているところもあり、自社の製品についてわかりやすく情報を提供しています。知識が深まれば自信にもつながります。

三次元測定機の導入を悩んでいるのであれば、自社で購入するのではなく、外部委託する選択肢もあります。特に、単発の測定などではマシンを購入するのと比較して大幅にコストを抑えられるでしょう。ただ、外部委託にはメリットだけではなく、デメリットもあるので、自社で購入するのとどちらが良いのか慎重に判断が必要です。

三次元測定機を廃棄するには、産業廃棄物業者へと依頼する方法、オークションなどで売る方法、買取業者に依頼する方法の3つがあります。もしオークションや買取店で売ることができれば、次の設備投資の資金にもできるはずです。三次元測定機買取に対応する企業の情報も参考にして廃棄方法を考えてください。

三次元測定機は、温度環境の変化やプローブの汚れや摩耗、機器そのもののコンディション、オイルミストや粉塵による影響などさまざまな原因があります。原因を明確にしたうえでしっかりと定期メンテナンスを行い、精度を保つようにしなくてはなりません。また校正作業を行うことで不具合などに気づくことができるため、校正作業も定期的に実施する必要があるでしょう。

三次元測定機を使用するにあたり、おさえておきたいのが座標系に関することです。三次元測定機では、座標値であるX・Y・Zなどを使い、測定を行っていくことになります。測定を行う際に基準となるX・Y・Zの位置関係は変わることがありません。実際に測定をする際にはワーク座標系などの設定が必要になるほか、面の測定も重要になります。
三次元測定機を正しく使いこなすためには、測定精度や機器構造に関する基本的な原理や用語への理解が不可欠です。

ものづくりの最終段階では検査が行われることになりますが、測定において「アッベの原理」と呼ばれるものがあります。アッべの原理とは、測定精度を高めるにあたり、測定対象物とメモリは同軸上にあるべきという定義のことです。測定器具として使われることが多いマイクロメーターなどはこの条件を満たしており、高性能での測定ができます。

引用元:イプロス
https://premium.ipros.jp/keyence/product/detail/2000376056/
門型に代表されるような、従来の三次元測定機は測定環境を整え、測定部位を変更するたびにプローブの校正作業が必要になるうえ、専門知識を持ったスタッフに作業が必要など、導入にあたって様々な課題を抱えていました。しかし最近では、そんな課題を解消してくれる「どこでも・誰でも・すぐに使える」というコンセプトをもとに開発された三次元測定機がリリースされています。ここでは、導入企業から実際に「使いやすい」と評判を集めているキーエンスのXMシリーズを紹介します。